






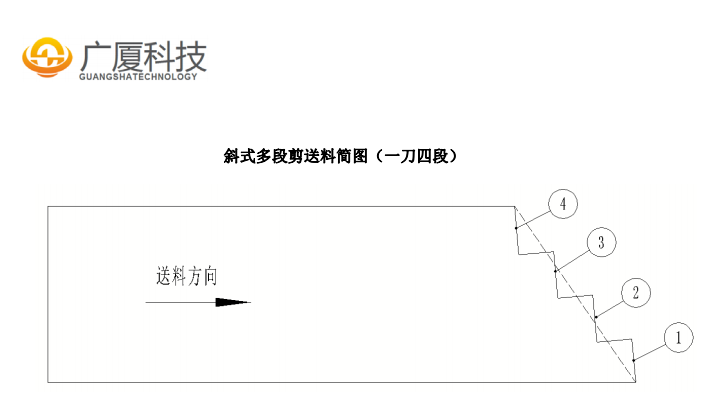
斜式多刀龍門剪簡介
一、設(shè)備框架
1.1 設(shè)備龍門框架右左墻板、右墻板、上梁、下梁等結(jié)構(gòu)件組成。結(jié)構(gòu)件采用鋼板焊接
而成。焊接采用多層多道焊。上梁結(jié)構(gòu)件與墻板焊接采用多層多道焊角焊。
1.2 龍門框架采用焊后整體加工,來保證加工精度。
1.3 剪切頭:采用整體式鑄造工藝,加工采用數(shù)控整體加工來保證精度要求。
1.4 下刀座:采用整體式鑄造工藝,加工采用數(shù)控整體加工來保證精度要求。

二、油缸
本機(jī)裝有兩個(gè)剪切缸,安裝在機(jī)體龍門架上。活塞桿頭部與剪切滑塊聯(lián)接,通過剪切油缸的
前進(jìn)和后退完成對料箱內(nèi)物料的剪切動作。
本機(jī)裝有兩個(gè)壓料缸,安裝在機(jī)體龍門架上,活塞桿頭部與壓料頭聯(lián)接,通過壓料油缸的前
進(jìn)和后退完成對料箱內(nèi)物料的壓緊動作。
本機(jī)裝有四個(gè)推料缸,安裝在料箱尾部支座內(nèi),活塞桿頭部與推頭聯(lián)接,通過推料油缸的前
進(jìn)和后退完成對料箱內(nèi)物料的推料動作。兩個(gè)推料油缸先推行,推行到位后,后部兩個(gè)油缸再
次推行。(采用遞進(jìn)式油缸推料,節(jié)約設(shè)備占地面積)。
三、電氣系統(tǒng)
由電動機(jī)主回路,電動機(jī)啟動停止控制回路和 PLC 輸入輸出控制回路等組成。
成套電氣柜,偉創(chuàng) AC300 系列變頻器,AP 斜式操控柜,手持遙控器。

四、液壓系統(tǒng)
由液壓油箱、液壓泵站、閥站、液壓管路系統(tǒng)組成,是主機(jī)的中樞控制系統(tǒng)。
液壓閥采用山東泰豐智能的座式集成拆裝閥塊,本閥塊采用了新型 TLFA 控制蓋板,模塊化、
可配組的集成液壓控制元件。
管路:采用硬管+軟管的配置方式。硬管焊后酸洗、磷化;軟管采用國標(biāo)四層高壓軟管,來
減少管路的振動。

五、潤滑系統(tǒng)
龍門剪框架底部有兩個(gè)自動潤滑泵,每個(gè)臺班都要加滿液壓油,潤滑泵不能斷油,否則會
損壞剪切滑塊導(dǎo)軌和壓料導(dǎo)向槽,本設(shè)備設(shè)計(jì)了斷油保護(hù)裝置,當(dāng)潤滑泵斷油,機(jī)器將自動停機(jī)。
六、冷卻系統(tǒng)
本設(shè)備冷卻系統(tǒng)采用2臺6 萬大卡的強(qiáng)制冷空調(diào)對液壓油獨(dú)立回油冷卻。
七、先進(jìn)的刀片剪切系統(tǒng)
1)刀片采用國內(nèi)模具合金鋼制作。各刀片連接組成了一個(gè)連續(xù)拐角的剪切系統(tǒng)。
2)刀片橫向+縱向交叉連接,連接后整體斜式排列;
3)橫刀按刀座角度斜式排列,剪切時(shí)由低到高,剪切時(shí)均勻有序;
4)縱刀按橫刀斜角排列,使得剪切面變成剪切線向下剪切,剪切時(shí)也有一定的斜角;
5)斜式的組合,使得刀具在運(yùn)行過程中不卡料;
6)縱、橫式卡鍵,保證刀片螺絲不受力;
7)下刀座上的橫刀片螺絲采用了貫穿設(shè)置。

 蘇公網(wǎng)安備 32028102000864號
蘇公網(wǎng)安備 32028102000864號